Many functional textile and advanced material projects perform well during laboratory evaluation, but encounter unexpected challenges during pilot-scale or commercial implementation.
Common scale-up issues include:
- Loss of performance after repeated washing
- Difficulty reproducing results between batches
- Material behavior changes during larger-scale processing
- Performance variability caused by different raw material sources
In many cases, the root cause is not necessarily the active ingredient itself.
It is the solvent system.
DMC and PC: More Than Processing Solvents
Among the materials gaining attention in functional textiles, specialty coatings, and microencapsulation systems, Dimethyl Carbonate (DMC) and Propylene Carbonate (PC) offer a useful balance of solvency, processing flexibility, and formulation adaptability.
Dimethyl Carbonate (DMC)
DMC is often selected for applications that require:
- Fast evaporation behavior
- Efficient processing and drying
- A potential lower-VOC formulation pathway
- Good compatibility with selected coating and functional material systems
Propylene Carbonate (PC)
PC is commonly valued for:
- High polarity
- Strong solvency
- Slow evaporation characteristics
- Improved processing window in selected formulations
When used strategically, DMC and PC can support a balanced solvent platform that helps improve processing efficiency, ingredient distribution, and long-term formulation performance.
Why Solvent Systems Matter in Functional Textiles
In functional textile systems and specialty formulations, solvents do much more than simply carry active ingredients.
They may influence:
- Material penetration into fibers or substrates
- Active ingredient distribution
- Film formation and coating uniformity
- Drying and curing behavior
- Wash durability
- Batch-to-batch reproducibility
- Scale-up stability
For this reason, solvent quality and consistency can become critical factors in whether a project succeeds beyond laboratory testing.
The Hidden Risk: Material Variability
For advanced R&D and industrial scale-up, materials that meet general industrial specifications may still introduce technical risk.
Even small variations in key parameters such as:
- Moisture content
- Acidity
- Color stability
- Purity profile
- Residual impurities
- Batch consistency
can affect additive performance, polymer behavior, coating quality, and final product reproducibility.
These variables are often difficult to identify during troubleshooting because the formulation may appear correct on paper while the raw material behavior changes from batch to batch.
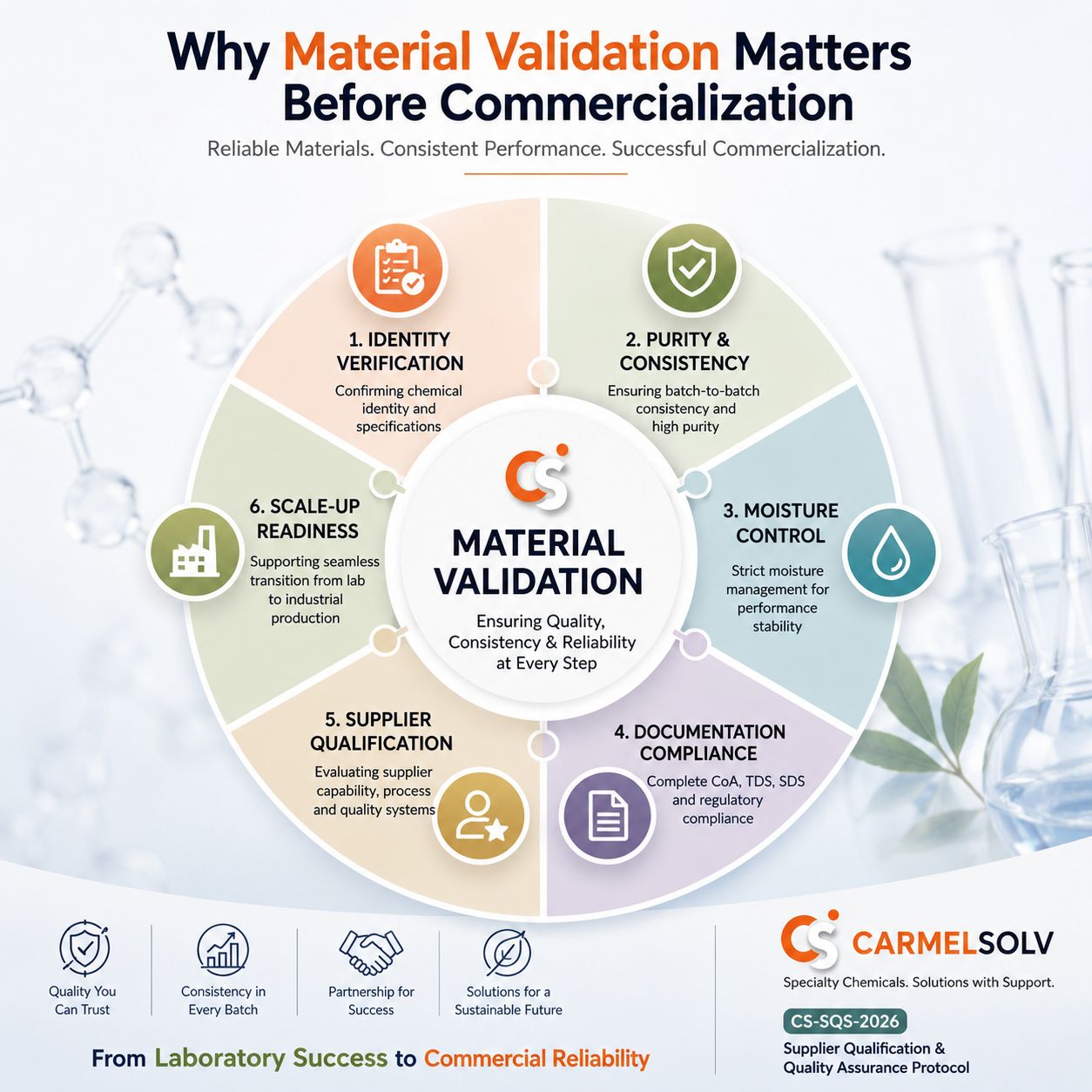
CarmelSolv Material Validation Approach
To help reduce technical uncertainty during development and commercialization, CarmelSolv applies its internal CS-SQS-2026 Material Qualification & Validation Framework.
This framework focuses on key areas that are especially important for advanced material and functional formulation projects:
Identity Verification
Confirming that the supplied material matches the required chemical identity and agreed technical specifications.
Batch-to-Batch Consistency
Monitoring consistency across production lots to reduce unexpected formulation variation.
Critical Parameter Control
Reviewing parameters such as moisture, acidity, color, and other application-relevant indicators.
Documentation and Traceability
Providing supporting documents such as COA, SDS, TDS, and batch-related records where applicable.
Material Continuity Support
Supporting long-term supply continuity so that R&D teams and manufacturers can reduce the risk of changing material sources during scale-up.
Reducing Uncertainty from Lab to Industrial Production
The objective of material validation is simple:
To reduce material-related uncertainty and improve reproducibility as projects move from laboratory validation toward industrial implementation.
For functional textile developers, specialty coating formulators, and advanced material teams, solvent system consistency should not be treated as a secondary detail. It can directly affect processing behavior, final performance, and long-term commercial reliability.
Discussion
For researchers, formulation teams, and technical procurement managers:
Have you encountered cases where solvent quality, moisture variation, or batch inconsistency affected scale-up performance?
Material validation remains one of the most overlooked factors in successful commercialization.
Technical discussion is always welcome.
Request a Quote
Tell us what you need and we'll get back to you with pricing, specs, and availability.